
Sprog
Produktsøgning
Sprog
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Virksomhedsnyheder
DMAIC - Facilitering af kontinuerlig kvalitetsforbedring af bearbejdede dele
2025-09-19I overensstemmelse med virksomhedens kvalitetspolitik og ledelsesfilosofi om "tilfredsstille sig selv, tilfredsstille kunder, være ærlig og troværdig og stræbe efter ekspertise", forsyner vi løbende kunderne med produkter af højere omkostningseffektivitet og mere stabil kvalitet. For nylig har der på maskinværkstedet været et fænomen, hvor nøgledimensionerne eller geometriske tolerancer for nogle nøgleprocesser er ustabile efter bearbejdning og ikke opfylder 6 - Sigma kontrolkravene. Virksomhedens ledelse lægger stor vægt på dette og har fremmet værkstedet til at nedsætte en taskforce for kvalitetsforbedring af værksteder. Denne taskforce består af ledere fra relevante afdelinger, relevante ingeniører, teamledere og frontlinjeproduktionsmedarbejdere. Ved at bruge DMAIC-metoden 6 - Sigma-forbedring er der iværksat en omfattende kvalitetsforbedringskampagne. Gennem en række forbedringsaktiviteter såsom baggrundsundersøgelse, dataindsamling, problemopsummering, årsagsanalyse og formulering af kortsigtede og langsigtede forbedringstiltag, er kvalitetsforbedringsarbejdet blevet gennemført fuldt ud. Denne forbedringsaktivitet har i vid udstrækning forbedret græsrodslederes og medarbejderes praktiske evne til at forstå, anvende og promovere 6 - Sigma-forbedringsværktøjerne på en parallel måde. Det hjælper med at reducere variationen og fluktuationen af kvalitetsegenskaberne for bearbejdede dele, og derved forbedre den overordnede produktionskvalitet af motorer og hjælpe med at give kunderne bedre kvalitetsprodukter.
DMAIC-forbedringsprocessen omfatter fem faser: Definer, Mål, Analyser, Forbedre og Kontrol. Disse fem faser udgør en hel proces kvalitetsforbedringsmetode, og hver fase består af flere arbejdstrin. Det følgende er en kort beskrivelse af forbedringen af problemet med, at koaksialiteten af de forreste og bageste lejekamre og udløbet af samlingens endeflade er ustabile efter samlingen af den dobbeltstøttede maskinbase og lejekammerenheden:
01 Definer
De relevante medlemmer af teamet holdt et særligt kvalitetsforbedringsmøde og brugte brainstorming til at definere teamets forbedringsmål:
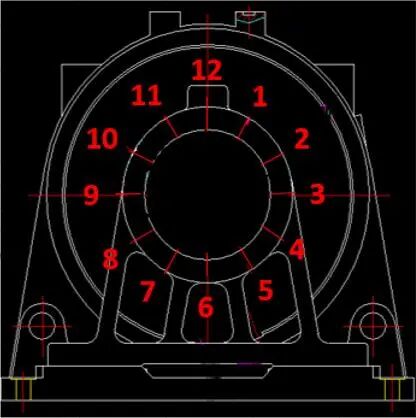
• a) Problem: Koaksialiteten af det finbearbejdede indre hul i lejesædet på den dobbeltunderstøttede maskinbaseenhed er ustabil. Efter montering vil det medføre, at udløbet af lejekammeret i hele maskinbasen overskrider tolerancen, som ikke opfylder tegningskravene.
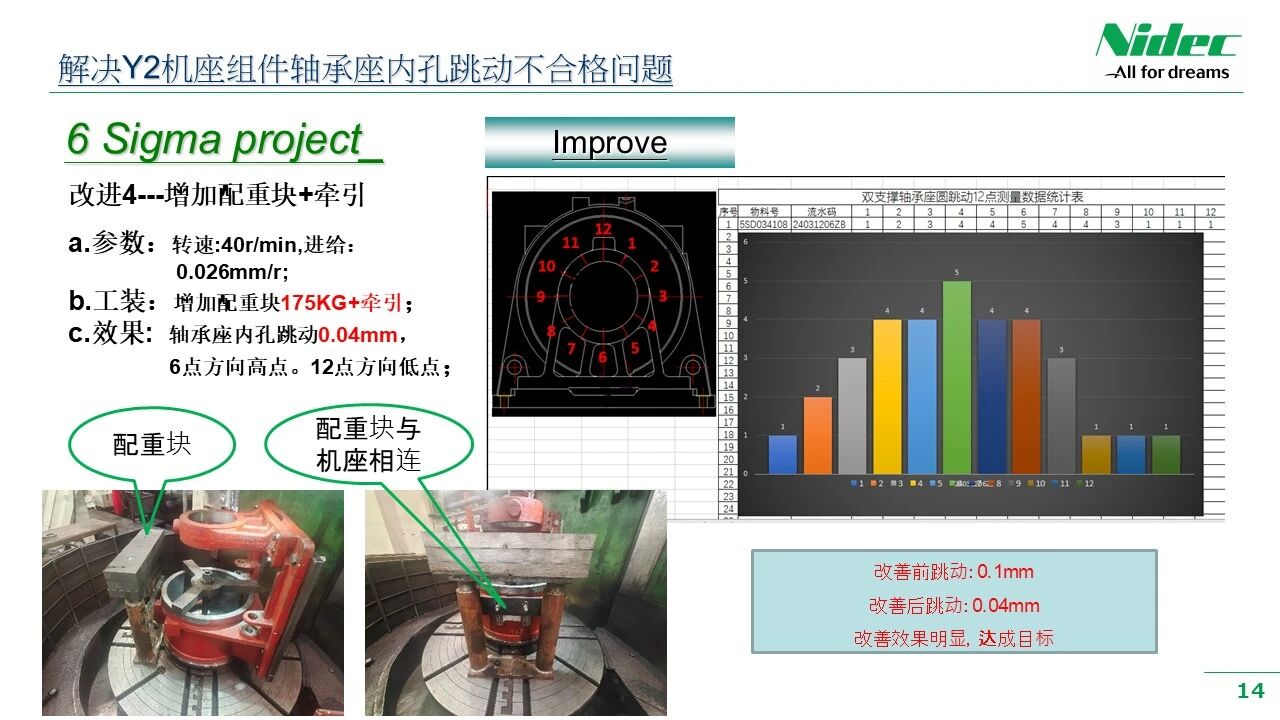
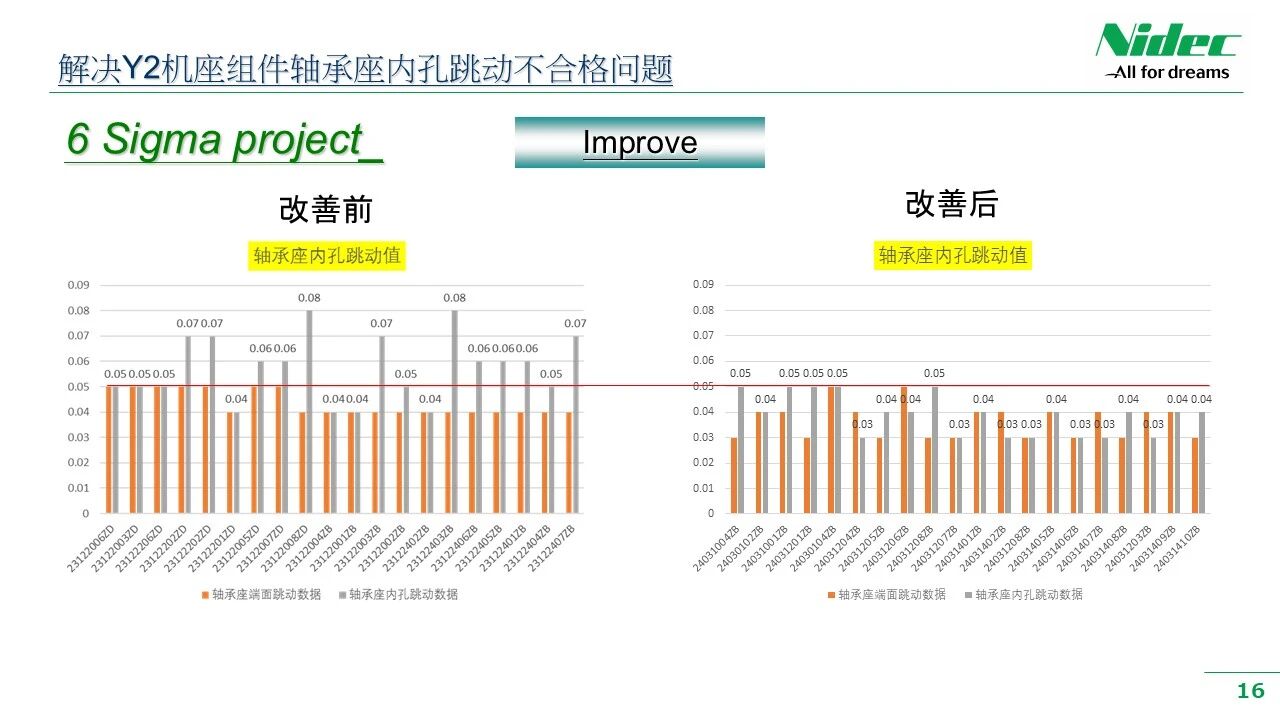
• b) Forbedringsmål: Defektraten er mindre end 200 PPM, og udløbet af lejekammeret er mindre end 0,05 mm.

02 Mål
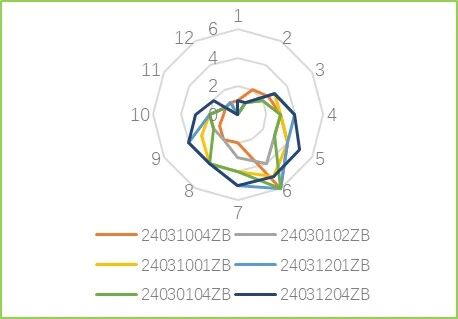
Forbedringsteamet designede en tabel over kvalitet - med indflydelse på parametre relateret til bearbejdningsprocessen. Ifølge denne tabel indsamlede operatørerne af de tilsvarende processer data, herunder proces- og procesnedbrydning, skæreparameterindstillinger, nøgleparameterindstillinger for værktøj og armaturer, positionerings- og klemkraftindstillinger og andre relaterede parametre. Efter at dataindsamlingen er afsluttet, bruges et radardiagram til at foretage en objektiv vurdering af effektiviteten af det aktuelle målesystem.
• a. Definer evalueringsparametre
Ved hjælp af årsag - og virkning fiskebensdiagrammet til brainstorming, skriv den mulige årsag - påvirkningsfaktorer i 5M2E (Mennesket, Maskinen, Materiale, Metode, Måling, Miljø, Energi) og indsaml kildedata i form af en liste. For eksempel korrelationen mellem spændekraft og deformation, korrelationen mellem værktøjsmaskinens hastighed og skæreparameterindstillinger og værktøjsmaskinens nøjagtighedsparametre.
• b. Indsamle data
Efter at have bekræftet nøglekvalitetsegenskaberne og nøgleprocesoutputvariablerne, skal du finde ud af nøgleprocesinputvariablerne. Procesingeniøren guider medarbejderne til at indsamle data.
• c. Evaluer målte data
Baseret på kildedata indsamlet fra de vigtigste procesvariable, beregne statistiske data såsom middelværdi, varians og standardafvigelse. Tegn et Pareto-kort, X/R-kontroldiagram eller radarkort for yderligere analyse. For eksempel kan vi gennem dataradardiagrammet se, at udløbet af det indvendige hul i lejesædet i maskinbasenheden er forårsaget af deformationen af det indre hul i lejesædet. Ud fra denne konklusion kan vi analysere årsagerne målrettet.
03 Analyser
Teamet bruger analyseværktøjer såsom PFMEA (Process Failure Mode and Effects Analysis) og fiskebensdiagrammer til at udføre en dybdegående årsagsanalyse på de indsamlede data og finde den grundlæggende årsag. Dette omfatter identifikation af distributionen af data, ændringstendenser, identificering af outliers, analyse af forholdet mellem procesvariabler og bestemmelse af de grundlæggende årsager til potentielle problemer. Ved at etablere sammenhængen mellem problemer og årsager kan teamet danne sig en dyb forståelse af problemets karakter og lægge et fundament for at formulere effektive løsninger. For eksempel kan vi gennem analysen af radardiagrammet for udløbsdataene for det indre hul i lejesædet konkludere, at årsagerne til dette problem omfatter indflydelsen af bearbejdningsstivhed og bearbejdningscentrifugalkraft på udløbet. Ifølge DOE (Design of Experiments) princippet er en forbedringsplan designet til at verificere, om årsagshypotesen er valid, og derefter findes den grundlæggende årsag.

04 Forbedre
Baseret på resultaterne af analyse og verifikation foreslår og implementerer teamet målrettede løsninger. Dette kan involvere procesoptimering, teknologiopgradering, driftsforbedring og andre aspekter. Det er vigtigt, at teamet skal verificere effektiviteten af løsningerne for at sikre, at de kan producere de forventede resultater i den faktiske drift. Når verifikationen er vellykket, vil teamet opdatere procesbeskrivelsen og driftsmetoderne for at sikre, at de nye løsninger kan standardiseres, og forbedringsresultaterne kan fremmes gennem hele bearbejdningsprocessen. For eksempel, når vi løser udløbsproblemet for Y2-seriens maskinbasesamling, foreslog vores team målrettede løsninger baseret på resultaterne analyseret i analysefasen. Disse løsninger omfatter tilføjelse af støttepunkter ved den ophængte position af lejesædet, tilføjelse af stålplader ved fødderne af maskinbasen for at øge stivheden og tilføjelse af kontravægte modsat fødderne af maskinbasen. Derefter blev der udført prøvebehandlingsverifikationer én efter én for at bekræfte, at behandlingsverifikationsdataene opfyldte teamets forventede mål, og til sidst blev der fundet en effektiv løsning.
05 Kontrol
Kontrolfasen er det sidste led i DMAIC-metoden og er også nøglen til at sikre holdbarheden af forbedringsresultaterne. I denne fase vil teamet formulere og implementere en kontrolplan, herunder procesovervågning, unormal håndtering og løbende forbedringer. Ved løbende at overvåge procesydelsen og justere kontrolstrategien kan teamet sikre, at processen altid er i en kontrolleret tilstand og forhindre, at problemet opstår igen.
Gennem den specifikke anvendelse af Six Sigma DMAIC-forbedringsværktøjet i flere forbedringsteams på bearbejdningsværkstedet, er alle medarbejderes bevidsthed og praktiske evne til løbende at bruge dette værktøj til at forbedre proceskvaliteten blevet forbedret. Det har stimuleret innovations- og forbedringsvitaliteten hos alle medarbejdere på værkstedet, fremmet den omfattende og dybdegående anvendelse af DMAIC-metoden i fremtidige forbedringsprojekter, i høj grad forbedret alle medarbejdere i bearbejdningsværkstedets evne til at analysere og løse unormale kvalitetsproblemer, og gjort det muligt for medarbejderne at finde det sjove ved at lære, øve og nyde forbedringsresultaterne i forbedringsprocessen.
Nyhedsanbefalinger

Møde "Ni" | Nideco Elevator Components får debut på 2026 China International Elevator Exhibition
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. åbner storslået og styrker global intelligent fremstillingsopgradering til kerneelevatorkomponenter
2026-06-20
Nye muligheder på Silkevejen: Udforsk Kasakhstans elevatormarked
2026-06-20
Nidec Ultra-Thin Machine Retrofit Solution
2026-03-21
Den modulære enkelttandsvikling til stator, sætter en ny standard for højeffektiv produktion
2026-03-02